Can APET replace cPET and PP in microwaveable trays without losing access to APET recycling streams?
For a global APET sheet manufacturer, this theoretical concern represents a concrete market opportunity. Microwave and oven-safe packaging segments were being ceded to less recyclable alternatives, including crystalline PET and polypropylene, because APET exhibited deformation and loss of rigidity when heated.
The manufacturer engaged GreyB for a detailed technology assessment and deployment-readiness study across every credible modification pathway, built to support a direct go/no-go decision.
Amorphous PET sat at the center of a structural tension in food packaging. It is transparent, food-safe, and compatible with existing PET recycling infrastructure, but thermally constrained. Standard APET deformed well below the reheating temperatures of oily or high-moisture foods, which had historically pushed manufacturers toward alternatives that introduced their own recyclability trade-offs.
Three Pathways Were Evaluated for Heat-Resistant, Microwaveable APET Sheets
The engagement produced a parameter-level evaluation of three technology pathways for heat-resistant, microwaveable APET sheets:
- Mechanical processing
- Additive modification
- Multi-layer structural approaches
These pathways were assessed against operational temperature range, optical clarity, crystallinity, recyclability mechanism, and Technology Readiness Level.
The evaluation framework operated at this level of specificity across the full solution set.
Mechanical Processing Emerged as the Highest-TRL Pathway
Mechanical processing, based on controlled orientation and thermal stabilization, emerged as the highest-TRL pathway and the most viable option for producing microwaveable, transparent, and recyclable APET.
One commercially deployed solution demonstrated performance up to 150°C, haze below 4% based on JIS K 7105, and documented recyclability into standard APET streams.
This was the only pathway where microwaveability, transparency, and recyclability were simultaneously satisfied at commercial scale.
The matrix also showed that stretching accompanied by heat setting or quenching can be optimal for making microwaveable, transparent, and recyclable APET. Heat setting covered a temperature range of 80°C to 150°C, with a haze value below 4%, while stretching and quenching reached up to 120°C, with a haze value below 1%.
Bio-Derived Monomer Modification Improved Heat Resistance Without Disrupting Recyclability
Additive modification was assessed through bio-derived monomers.
A European specialty chemical company’s plant-derived isosorbide analog shifts APET’s glass transition temperature without disrupting recyclability. The co-polyester withstands 900W microwave exposure for 30 seconds without distortion or discoloration.
At optimal concentration, it integrates into existing mechanical PET recycling streams.
The additive pathway also included solutions in the 80°C to 140°C and 95°C to 130°C temperature ranges, with haze values of 1% to 5% in one case and a clear appearance in the other.
Multi-Layer Structures Offered Heat Resistance, But Recyclability Trade-Offs Needed Scrutiny
Both commercialized and research-phase multi-layer structural approaches were identified.
A foamed mono-material architecture developed by two European machinery manufacturers achieved heat resistance up to 100°C at 50% weight reduction versus standard PET sheet, with straightforward recyclability.
Configurations using high-performance barrier or bio-copolyester surface layers carried unresolved recyclability trade-offs depending on the specific outer-layer material.
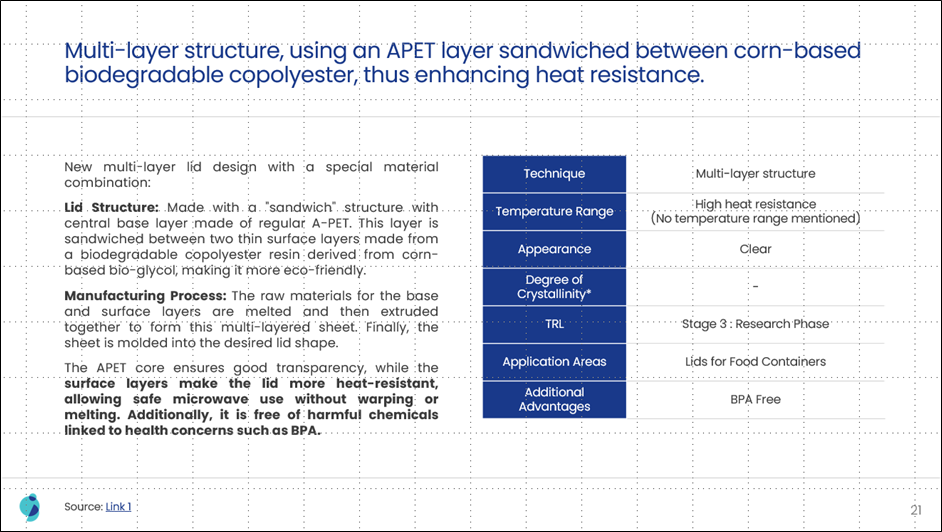
One research-phase multi-layer lid design used an APET layer sandwiched between corn-based biodegradable copolyester surface layers, enhancing heat resistance.
Assessment Approach
Step 1: Scoping the Search Boundaries
The first task was defining what counted as in-scope.
PET exists in amorphous, crystalline, and biaxially oriented forms. This distinction had direct implications for recyclability.
cPET was excluded despite its microwaveability because it does not integrate into standard APET recycling streams. PET laminates with non-PET layers were flagged as secondary results requiring explicit recyclability assessment.
A two-tier relevance framework was applied:
- Tier I solutions had to satisfy all three criteria simultaneously: amorphous PET base, documented microwaveability, and explicit recyclability.
- Tier II solutions met two of three criteria, or all three with partial evidence, and were flagged for supplier verification.
Step 2: Parallel Patent and Commercial Product Search
Patent and commercial databases were searched in parallel.
This was deliberate. In industrial packaging materials, commercial deployment frequently precedes or bypasses formal patent filing, particularly in Asian markets. A patent-first approach would have systematically missed those solutions.
Parameters extracted for all solutions included:
- Operational temperature range, continuous and short-term
- Haze value with measurement standard specified, including JIS K 7105 and ASTM D1003
- Degree of crystallinity, where disclosed
- Stated application areas
Step 3: Parameter Standardization and Evaluation Matrix
Raw data from heterogeneous sources is inherently incomparable.
Temperature claims in patent filings often refer to thermoforming process temperature, not end-use service temperature. Recyclability claims required interrogation of the underlying mechanism.
A product described as “recyclable” because it uses PET as its primary resin is not equivalent to one validated for integration into mechanical recycling streams without contamination.
A structured evaluation matrix normalized these parameters across all shortlisted solutions, assessing each against:
- Service temperature range
- Optical clarity, with haze standard specified
- Degree of crystallinity
- Technology category, including mechanical processing, additive modification, and multi-layer architecture
- TRL stage
- Regulatory compliance
- Recyclability mechanism
Solutions were then sub-categorized by performance:
- Above 120°C
- 100°C to 120°C
- Below 100°C

The Client Received a Credible Shortlist Before Vendor Engagement
The output was a standardized parameter matrix covering temperature range, haze value, crystallinity, TRL, application area, and recyclability status.
This allowed the client to evaluate solutions on consistent criteria rather than vendor claims. It established a credible shortlist before any vendor engagement and made clear which solutions warranted further technical validation versus which were ready for procurement conversations.
Prior to this research, the client’s ability to evaluate heat-resistant APET options was constrained by the quality and comparability of information available through standard supplier engagement.
Vendor claims are not normalized, temperature references are inconsistent, and recyclability is frequently overstated.
The Client Could Make Better Product Development and Sourcing Decisions
After the engagement, the client could:
- Identify which solution categories warranted direct supplier engagement immediately, including Stage 9 commercial solutions, versus which required monitoring for development milestones, such as Stage 3 research-phase solutions with strong technical rationale.
- Make product development and sourcing decisions without being misled by recyclability claims that did not survive mechanism-level scrutiny.
- Reference explicit scope-boundary documentation identifying which excluded solutions were definitively out of scope and which were borderline pending supplier verification, reducing the risk of revisiting excluded results under competitive pressure.
What Should Packaging Manufacturers Consider Before Investing in Heat-Resistant APET?
The challenge of qualifying next-generation materials for heat-resistant packaging is not unique to APET. Across rigid food packaging more broadly, manufacturers face a recurring pattern: material options that satisfy performance requirements often create trade-offs in recyclability, cost, or process compatibility.
For packaging teams facing the same issue, packaging innovation consulting can help compare material options against performance, recyclability, and process-fit requirements. A focused technology scouting approach can also help surface mono-material and recyclable solutions that may remain invisible within standard supplier and intelligence networks.
The bigger risk is acting on recyclability claims that have never been stress-tested at the mechanism level. This gap becomes commercially consequential only after procurement decisions are made.
For teams that need to evaluate supplier readiness, supplier scouting can help identify which solution providers are ready for direct engagement and which need further validation.
GreyB helps clients move from broad research, patent noise, supplier claims, and early-stage concepts to validated, commercially viable solutions. For PET-focused teams, related work on PET recycling technologies can also support decisions where recyclability and mechanical recycling compatibility shape material adoption.
Fill out the form below and connect with our expert today.